


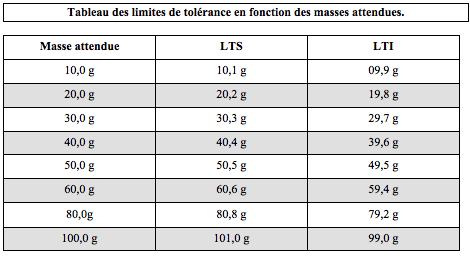
En absence de doseuse, le conditionnement des formes pâteuses se fait manuellement, par pesée de chaque pot. On accepte une limite de tolérance de 1% pour les masses de produits conditionné. Ces limites sont données dans le tableau ci-dessous.
- La masse attendue (Ma) est la masse de produit à conditionner par pots.
- La limite de tolérance supérieure (LTS) est la valeur de la masse de produit à conditionner par pot à ne pas dépasser.
- La limite de tolérance inférieure (LTI) est la valeur de la masse de produit à conditionner par pot qu’il faut au moins atteindre.
1- Opération préliminaire :
- Préparer tous les articles de conditionnement.
- Vérifier l’intégrité de chaque article (ils doivent être propres et secs).
- Repérer dans le tableau ci-dessus la masse attendue, la LTS et la LTI, pour le conditionnement de la fabrication en cours.
2- Conditionnement :
- Sur une balance adaptée, placer chaque article de conditionnement sans son bouchon.
- Tarer.
- Remplir chaque article de conditionnement (à l’aide de deux cartes en plastique ou d’une spatule) en respectant les limites de tolérance de la masse de conditionnement attendue.
- Boucher chaque article conditionné.
- Le reste de produit non conditionné peut servir à effectuer les contrôles de produit fini (AQPrPF XX)
- Compter le nombre d’articles conditionnés.
- Compléter le chapitre « Conditionnement » dans le dossier de lot.