


Documents associés (pdf) :
- AQPrFa80 BTS
- AQPrFa71 BTS An. 1 : méthode de Biguelow, calcul de VS
- AQPrFa80 BTS An. 4bis : suivi de température
- AQPrFa80 BTS An. 2 : fiche de suivi de l’autoclavage
- AQPrFa80 BTS An. 1B : législation sur le remplissage des boites
- AQPrFa80 BTS An. 3 : législation sur l’étiquetage
Objectifs :
– Expliquer les opérations préalables à une appertisation de légumes.
– Mener un sertissage et contrôler la qualité d’un serti.
– Mener une stérilisation et calculer une valeur stérilisatrice.
Préparation
Matériel :
| Unité et matériel de contrôle | Petit matériel |
| Balance portée < 2 kg | Bassine inox, 2 barquettes de pesée |
| Balance portée < 6 kg | 4 boites diamètre 55 + couvercles (dont 1 percé) |
| Plaque de cuisson | 2 Spatules, 1 cuillère à soupe |
| Sertisseuse | 2 grandes casseroles |
| Autoclave + Sonde + Ordinateur | 1 fouet |
| 1 thermomètre | 1 égouttoir |
| 1 seau à moitié rempli d’eau | 1 Gastronorme |
| Chariot | 1 louche |
Formulation du liquide de recouvrement :
| Produits | Quantite |
| Eau | 90% (+/- 0,1%) |
| Sucre | 8% (+/- 0,1%) |
| Sel | 2% (+/- 0,1%) |
A disposition : petits pois frais congelés.
Contexte :
L’appertisation est un procédé de stérilisation d’un contenu et de son contenant. L’appertisation de légumes conditionnés (en boites ou bocaux) nécessite l’utilisation d’un autoclave.
L’application d’un barème de stérilisation dans cet autoclave correspond à un couple temps/température qui est déterminé et optimisé en fonction du type de produit.
Lorsqu’on souhaite appliquer un barème de stérilisation, celui-ci est atteint au sein d’un cycle de trois étapes :
– le CUT (Coming Up Time) ou montée en température (1)
– le palier ou barème (2)
– le refroidissement (3) et (4)
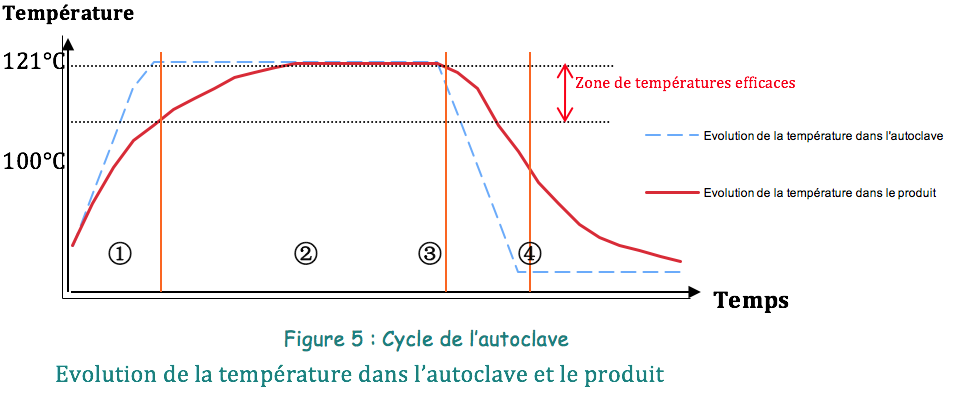
(1) Le CUT (Coming Up Time)
C’est l’étape de montée en température. Celle-ci doit être la plus rapide possible pour limiter la surcuisson du produit. La température à cœur des emballages évolue plus lentement que celle de l’autoclave. Le transfert de chaleur est progressif et l’écart de température au début du plateau est dû à plusieurs paramètres :
- L’écart de température initial entre l’autoclave et le produit.Un empotage à chaud est donc préférable.
- La conductivité de l’emballage et de l’aliment. Les transferts par convection sont plus efficaces que les transferts par conduction. Le produit est donc le plus souvent placé dans un liquide de recouvrement pour favoriser le transfert par convection. La montée en température est également affectée par le volume du produit : dans une verrine de 300g de produit, atteindre la température au centre du produit est plus long que dans une verrine de 180g. Concernant les matériaux de conditionnement, le verre est moins conducteur que le plastique qui est lui même moins conducteur que le métal.
(2) Le palier
La température de l’autoclave est maintenue pendant un temps déterminé.
C’est le barème de stérilisation que l’on paramètre sur l’appareil, il est défini par un couple durée / température.
(3) Le refroidissement et la détente de pression
L’objectif est d’avoir un refroidissement le plus court possible pour éviter la surcuisson.
De l’eau froide est progressivement pulvérisée dans l’autoclave.
La température à cœur est supérieure à la température de l’autoclave donc la pression interne de la boite est supérieure à celle de l’enceinte. Il s’ensuit un risque de formation de béquets ou de bombage à cause de la surpression. Il faut appliquer une contre-pression, dans l’autoclave, à l’aide d’air comprimé pour préserver les emballages.
Consigne :
Fabriquer et conditionner 500 g de petits pois appertisés (prévoir environ 300g de liquide de recouvrement).
| Mise en oeuvre |
1. Préparation des petits pois et du liquide de couverture (30 min maxi)
– Préparer les boites métalliques sur un chariot à proximité de la plaque de cuisson.
– Peser tous les produits et compléter une fiche de pesée par matière première.
– Dans une casserole, préparer puis porter à plus de 60°C, le liquide de couverture.
– Dans une grande casserole amener de l’eau à 100°C, faire blanchir 1 minute 500 g de petits pois. Ne pas attendre la remontée de la température à 100°C une fois les petits pois immergés.
– Egoutter les petits pois et les garder au chaud dans un gastronorme (couvercle fermé).
2. Mise en boite et sertissage (1h maxi)
– Conditionner les petits pois à chaud selon la législation en vigueur concernant le poids net total (PNT) et le poids net égoutté (PNE) (annexe 1B). Le volume des boites est de environ 140 mL. On considère que la masse volumique d’un petit pois est la même que l’eau, soit 1g/ml.
Faire vérifier par l’enseignant
– A l’aide d’une louche, couvrir les petits pois avec la saumure chaude selon la législation en vigueur. Attention : le poids net total et le poids net égoutté devra être indiqué pour chaque boite.
– Vérifier que le montage de la sertisseuse correspond à des boites de diamètre 55 mm. Pour réussir le sertissage (AQPrMa 65), s’entrainer sur quelques boites vides au préalable.
Appeler l’enseignant pour vérifier la qualité et l’étanchéité du sertissage.
– Sertir une des boites avec un couvercle percé (si la sonde est opérationnelle), ou insérer un enregistreur dans une boite si le matériel est disponible..
– Sertir les autres boites avec les couvercles pleins.
3. Appertisation (Attention le cycle de sterilisation dure environ 2H).
– Placer la sonde de température à cœur de la boite percée puis étanchéifier à l’aide de la bague vissée fournie. Si la sonde n’est pas disponible, l‘enseignant vous fournira un relevé de température correspondant à votre barème.
– Toujours si la sonde est disponible, procéder à la connexion de la sonde de température à cœur sur l’ordinateur par le biais du module d’acquisition.
– Installer les boites au centre de l’autoclave.
– Compléter à chaque étape la fiche de suivi de l’autoclavage (annexe 2).
– Etablir un barème de stérilisation de 10 minutes (+/- 0,5min) à 117°C (+/- 1°C).
– Etablir une température et durée de refroidissement de 40°C pendant 20min.
– Lancer la stérilisation.
– Enregistrer la température à cœur et la température dans l’autoclave pendant toute la durée du traitement.
4. Étiquetage
– Prélever les boites après le dernier cycle de refroidissement puis les sécher à l’aide d’un torchon.
– Etablir les étiquettes selon la législation en vigueur (annexe 3) puisles apposer sur les boites.
5. Nettoyage
Procéder au nettoyage comme indiqué sur la procédure AQPrMa 64.
6. Contrôle du produit fini
Calculer la VS du traitement thermique selon la méthode de Biguelow.
Le produit sera considéré conforme si la VS est supérieure à 5 minutes.
| Compte-Rendu |
1. Etablir le dossier de fabrication.
2. Donner l’intérêt du remplissage à chaud et du blanchiment.
3. Justifier les PNT et PNE utilisés pour le remplissage des boites.
4. Justifier l’utilisation d’une surpression lors du cycle de l’autoclave.
5. Réaliser un tableau indiquant toutes les minutes jusqu’à la fin du cycle de refroidissement :
– la température du produit à cœur (recopier le tableau obtenu par le logiciel d’acquisition ou utiliser l’annexe 4 bis si la sonde est HS)
– la température d’ambiance (mesurée au fur et à mesure sur le panneau de commande et enregistrée sur le disque).
6. Calculer à partir de l’enregistrement expérimental, la valeur stérilisatrice obtenue.
Réaliser le calcul par la méthode de Bigelow.
Utiliser dans la mesure du possible le tableur Excel et enregistrer sur clé pour l’impression.
Données : z = 10°C, T* = 121,1°C,
LT= 10(T-T*)/z.
Rq : si pas d’enregistrement obtenu, utiliser les résultats de l’annexe 4 bis.
7.Clostridium botulinuma une durée de réduction décimale de 0,21 min, à la température de référence.
La contamination initiale des petits pois étant de 200 UFC/mL, calculer la charge résiduelle par boite après appertisation de votre produit. Conclure.
8. La valeur stérilisatrice étant insuffisante avec un barème de 10 minutes à 117°C, déterminer le temps de barème à appliquer pour obtenir une valeur stérilisatrice de 7 minutes.
9. Joindre un exemplaire d’étiquette dans la copie.